 English
English  日本語
日本語  français
français  Deutsch
Deutsch  Español
Español  русский
русский  português
português  العربية
العربية  tiếng việt
tiếng việt 
Cám ơn sự chú ý của bạn
Betalent!
Our sales will get in touch with you.
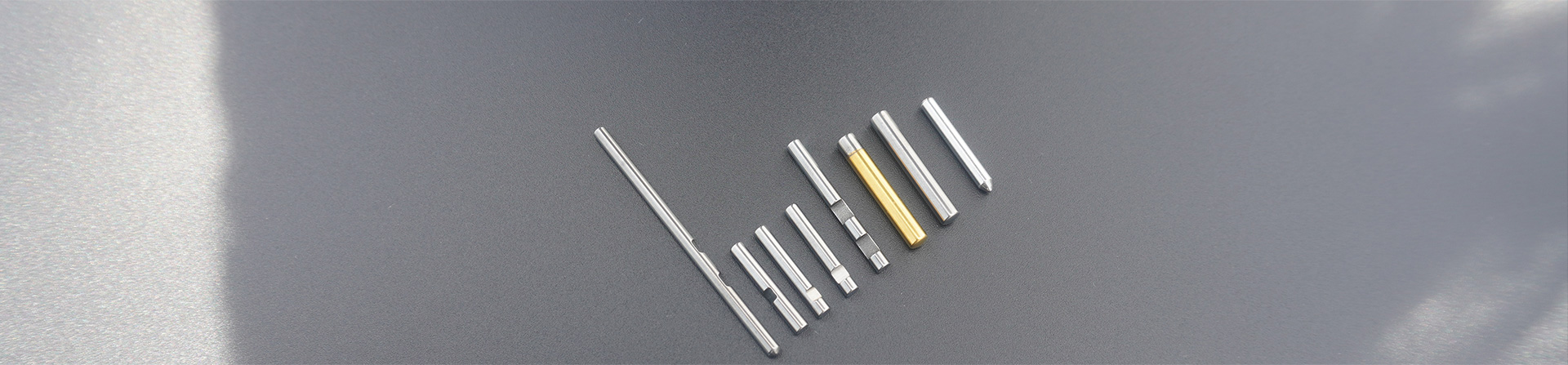


Những thanh sắt carbide, thẳng lỗ là những thanh sắt carbide có một hay hai lỗ thẳng ở giữa.Các lỗ thông thường được dùng làm lỗ chất làm mát.Trong quá trình cắt kim loại, ma sát giữa công cụ và mảnh làm việc tạo ra rất nhiều nhiệt độ, làm cho nhiệt độ của mảnh làm việc tăng cao và công cụ lên nhanh chóng, nên các cạnh cạnh của công cụ rất dễ bị biến dạng và ảnh hưởng tới hiệu ứng cắt.Cho nên cần phải làm mát khu vực làm việc để đạt được hiệu ứng làm mát, nhiệt độ nhiệt độ truyền thống là nhiệt độ lạnh ngoài, thứ đang xịt chất làm lạnh được giấu trong công cụ máy, vào mảnh thông qua ống làm mát gắn trên công cụ máy, hiệu ứng làm mát của phương pháp này không đáng chú ý,và vị trí của vòi lạnh cần được điều chỉnh.
Lần này cần phải được điều chỉnh khi làm việc, chất làm lạnh sẽ làm bong ra liên hệ với mảnh ghép xoay.Chất làm mát màu trắng có thể làm ướt khu vực xung quanh và làm mờ tấm gương quan sát trên vỏ bảo vệ của công cụ máy, nó ngăn cản người điều khiển quan sát tình trạng xử lý, vì vậy không thể nắm bắt được sự tiến bộ chính xác của quá trình xử lý và liệu quá trình xử lý có bình thường, điều đó tác động thêm vào độ chính xác làm mát.Khi làm việc với lỗ trong hay lỗ kim trong, vòi làm mát không thể đặt vào lỗ để làm mát nó.Nó chỉ có thể dựa vào chất lỏng phun từ bên ngoài vào bên trong, và khoảng cách cắt thực phẩm trong lỗ còn dài.Do đó, cần phải ngăn chặn vòi nước làm lạnh tách ra khỏi vị trí phun nước định sẵn do sự can thiệp giữa vòi làm lạnh và miếng làm việc.Do đó, nó chỉ có thể tăng cường độ mạnh phun nước để làm cho chất làm lạnh lọt vào lỗ, làm thế sẽ làm cho chất làm mát rải nước, chất thải chất thải làm mát, máy không dễ lau chùi.Do đó, công cụ làm mát nội bộ được dùng để tăng hiệu quả và hiệu quả làm mát và giải quyết vấn đề làm mát trong những tình huống phức tạp mà bộ làm lạnh bên ngoài không hoạt động.Bộ thép gai thẳng là nguyên liệu cho việc sản xuất nhiều công cụ làm mát nội bộ như phần cắt lò làm lạnh nội bộ, khoan làm mát nội bộ, v.v.
Một số que sắt trực tiếp được áp dụng như khoang cắt, mà đường kính lỗ được tùy chỉnh lại và kích cỡ ngũ cốc carbide lớn hơn 0.8mm theo yêu cầu.Betalent carbide có thể cung cấp sự thay đổi cấu hình các que carbide.

| D (mm) | Tolerance (mm) | d (mm) | Tol.(mm) | a Hole center diviation (mm) | Length mm Tol+1/+4mm | D h6 ground (mm) |
| 4.0 | +0.3/+0.6 | 0.6 | ±0.10 | 0.10 | 310 / 330/340 | 4.0 |
| 5.0 | +0.3/+0.6 | 0.8 | ±0.10 | 0.13 | 310 / 330/340 | 5.0 |
| 6.0 | +0.3/+0.6 | 1.0 | ±0.15 | 0.15 | 310/330/340 | 6.0 |
| 7.0 | +0.3/+0.6 | 1.3 | ±0.15 | 0.15 | 310/330/340 | 7.0 |
| 8.0 | +0.3/+0.6 | 1.3 | ±0.15 | 0.15 | 310/330/340 | 8.0 |
| 9.0 | +0.3/+0.7 | 2.0 | ±0.20 | 0.20 | 310/330/340 | 9.0 |
| 10.0 | +0.3/+0.7 | 2.0 | ±0.20 | 0.20 | 310/330/340 | 10.0 |
| 11.0 | +0.3/+0.7 | 2.0 | ±0.20 | 0.28 | 310/330/340 | 11.0 |
| 12.0 | +0.3/+0.7 | 2.0 | ±0.20 | 0.30 | 310/330/340 | 12.0 |
| 12.5 | +0.3/+0.7 | 2.0 | ±0.20 | 0.30 | 310/330/340 | 12.5 |
| 13.0 | +0.3/+0.7 | 2.0 | ±0.20 | 0.34 | 310/330/340 | 13.0 |
| 14.0 | +0.3/+0.7 | 2.0 | ±0.20 | 0.37 | 310/330/340 | 14.0 |
| 15.0 | +0.3/+0.7 | 2.0 | ±0.20 | 0.40 | 310/330/340 | 15.0 |
| 16.0 | +0.3/+0.8 | 2.0 | ±0.20 | 0.40 | 310/330/340 | 16.0 |
| 16.5 | +0.3/+0.8 | 2.0 | ±0.20 | 0.40 | 310/330/340 | 16.5 |
| 17.0 | +0.3/+0.8 | 2.0 | ±0.20 | 0.47 | 310/330/340 | 17.0 |
| 18.0 | +0.3/+0.8 | 3.0 | ±0.25 | 0.50 | 310/330/340 | 18.0 |
| 20.0 | +0.3/+0.8 | 3.0 | ±0.25 | 0.50 | 310/330/340 | 20.0 |
| 22.0 | +0.3/+0.8 | 3.0 | ±0.25 | 0.50 | 310/330/340 | 22.0 |
| 23.0 | +0.3/+0.8 | 3.0 | ±0.25 | 0.50 | 310/330/340 | 23.0 |
| 24.0 | +0.3/+0.8 | 4.0 | ±0.30 | 0.50 | 310/330/340 | 24.0 |
| 25.0 | +0.3/+0.8 | 4.0 | ±0.30 | 0.50 | 310/330/340 | 25.0 |
| 26.0 | +0.3/+0.8 | 4.0 | ±0.30 | 0.50 | 310 / 330/340 | 26.0 |
| 27.5 | +0.3/+0.8 | 4.0 | ±0.30 | 0.50 | 310 / 330/340 | 27.5 |
| 28.0 | +0.3/+0.8 | 4.0 | ±0.30 | 0.50 | 310 / 330/340 | 28.0 |
| 30.0 | +0.3/+0.8 | 5.0 | ±0.35 | 0.50 | 310 / 330/340 | 30.0 |
| 32.0 | +0.3/+0.8 | 5.0 | ±0.35 | 0.50 | 310 / 330/340 | 32.0 |


