 English
English  日本語
日本語  français
français  Deutsch
Deutsch  Español
Español  русский
русский  português
português  العربية
العربية  tiếng việt
tiếng việt 
Cám ơn sự chú ý của bạn
Betalent!
Our sales will get in touch with you.
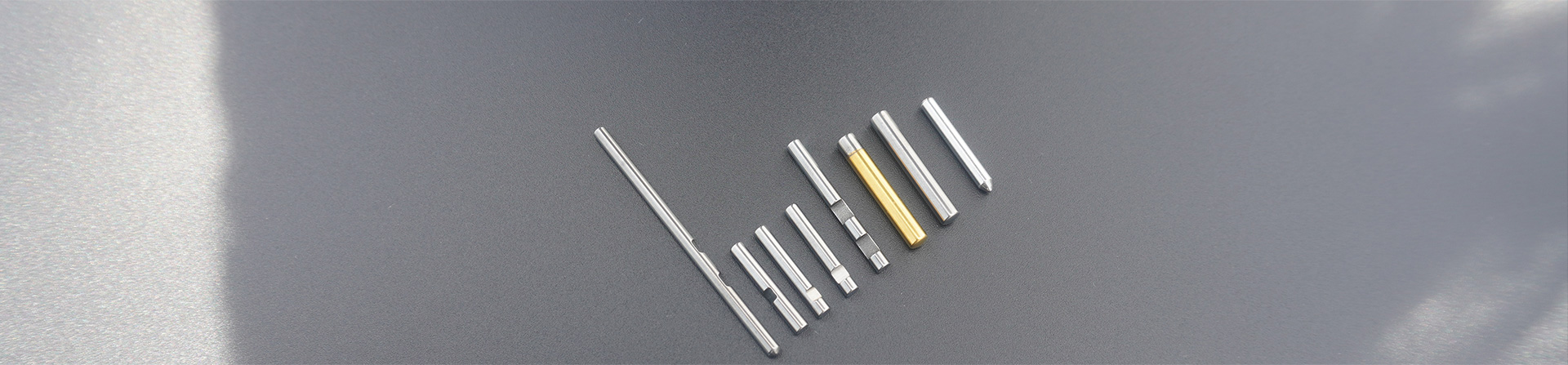


Thêm một tiến trình mài sắt vô ảnh sau khi thanh gỗ cứng ra khỏi lò đốt, chúng tôi sẽ có một cây lao dưới đất.Nếu có thêm một yêu cầu độ dài đặc biệt nữa, cần phải có một tiến trình cắt trước khi làm việc nghiền, thì chúng ta sẽ có các thanh carbide từ mảnh lên mặt đất.Có thể cung cấp cự ly.
Dựa theo độ mài khác nhau của pháo đài phụ.của carbide rod , có lớp h và độ chịu đựng của độ H, lớp h đề cập tới độ khoan dung đường kính nghịch, lớp H đề cập tới độ khoan dung đường kính.Phần lớn đòi hỏi cấp độ trên mặt đất là h6, và carbide Betalent cũng có thể sản xuất h4, h5.Dưới tờ ghi rõ độ chịu đựng chi tiết của h4,h5 và h6.
Diameter | h4 | h5 | h6 |
0<D<3mm | 0.003mm | 0.004mm | 0.006mm |
0<D<O.1181in | 0.00012in | 0.00015in | 0.00024in |
3<D<6mm | 0.004mm | 0.005mm | 0.008mm |
0.11812<D<O.23622in | 0.00016in | 0.00020in | 0.00024in |
6<D<10.0mm | 0.004mm | 0.006mm | 0.009mm |
0.23623<D<O.3937in | 0.00016in | 0.00024in | 0.00035in |
10<D< 18.0mm | 0.005mm | 0.008mm | 0.011mm |
0.39371<D<O.70866in | 0.00020in | 0.0003in | 0.00043in |
18<D< 30.0mm | 0.006mm | 0.009mm | 0.013mm |
0.90867<D<1.1811in | 0.00024in | 0.00035in | 0.0005in |
30<D<50mm | 0.007mm | 0.011mm | 0.016mm |
1.8111<D<1.9685in | 0.00028in | 0.00043in | 0.00063in |
Bên cạnh khoan dung đường kính, da tròn là một nhân tố quan trọng khác để đo chất lượng làm việc nghiền của một thanh lao dưới mặt đất, cho các que dài(330mm hay 180mm), tiêu chuẩn Betalent cho da tròn nằm trong 0.005mm, cho các que carbide cắt ngắn, nòng xoay là trong 0.003mm.Đối với các yêu cầu cực đoan, con số đó có thể được điều khiển đến 0.003mm và 0.00mm.
Để được áp dụng như nguyên liệu thô cối xay, những que sắt thường được cắt tới từng chiều dài là 50mm, 600mm, 75mm, 100mm, và 150mm.


