86-18059874023
silinzhang@betalentcarbide.com
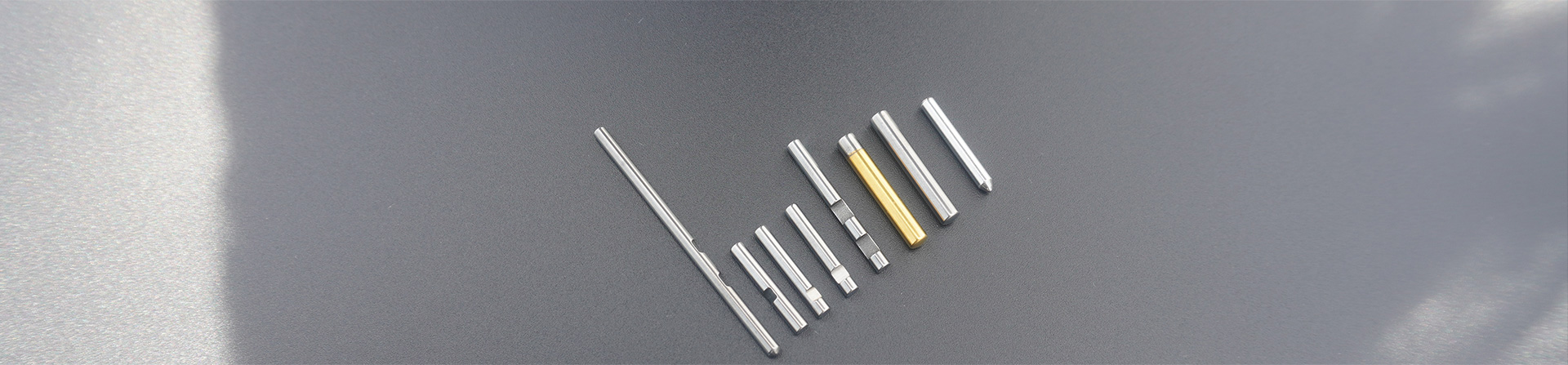
Các loại cắt xén là loại dao xoáy với một hay nhiều răng để xẻ thành từng mảnh.Khi mỗi con dao hoạt động, răng cắt bỏ các lề và liên tục của mảnh ghép.Các cắt tỉa được dùng chủ yếu cho máy móc, bậc thang, rãnh, tạo bề mặt và cắt xẻ từng mảnh trên các máy xay.Ca-nô-ra-thép xẻ gỗ là một công cụ làm bằng thép Vonfram (carbide, cũng được gọi là hợp kim-cobal).Bình thường, nó được sử dụng chủ yếu cho trung tâm khai máy CNC và máy in CNC.Nó cũng có thể được lắp vào một máy xay bình thường để xử lý một số chất liệu được điều trị nhiệt độ cứng hơn và ít phức tạp hơn.Ca-nô-sét xẻ lưỡi cưa được sử dụng rộng rãi và tốc độ xử lý của nó rất nhanh.
Ngoài các loại 50\ 176;, 5\ 176;, 60 176;, 65\ 6; dựa vào các chất liệu có cứng HRC của máy cắt xẻ kim loại Thép, nó cũng có ba tình huống ứng dụng điển hình:
. Due to the low'nóngpoint of nhôm during nhôm treatment, it is easy to stick chips, so it is suggest to use end mills for nhôm .Sau khi thoa xong, các lực ma sát của công cụ nhỏ hơn, loại bỏ con chip tốt hơn, chất lượng mặt đất cao hơn, và hợp kim nhôm có thể được xử lý tốt hơn.Thông thường, số cạnh cắt là 3, và các chất liệu là 10=. carbide ced cobalt, có thể làm giảm sự kết hợp hóa học giữa công cụ cắt và hợp kim nhôm.Tướng công cụ của CNC có nhiều sản phẩm xẻ gỗ đặc biệt để chế tạo hợp kim nhôm.
Một số công cụ thép không gỉ, nó chủ yếu là do nhiệt tạo ra bởi các loại cắt không thể giải phóng.Tốc độ quay của phần mài cạnh mặt thấp hơn tốc độ của phần thép chung.Hãy nhớ rằng tốc độ quay không nên quá cao, và tốt hơn là nên chọn cạnh cạnh cạnh không nghiêng.
đã trở nên khó khăn với các vật liệu máy móc, nguyên nhân chính là sự dẫn truyền nhiệt của nó quá thấp và các mô-tơ giãn rất nhỏ.Do đó, hiệu suất cắt của vật liệu rất thấp, và vết trầy trên công cụ thì tương đối lớn.Đặc biệt, các vật liệu trên bề mặt cần xử lý có khả năng phục hồi cao hơn, làm cho sườn công cụ bị bong nhanh hơn.Phần sắc nhọn của các máy xay làm giảm độ cứng cắt và đồng thời làm giảm vết trầy trên các cạnh.
 English
English  日本語
日本語  français
français  Deutsch
Deutsch  Español
Español  русский
русский  português
português  العربية
العربية  tiếng việt
tiếng việt 

